


 扫一扫
扫一扫
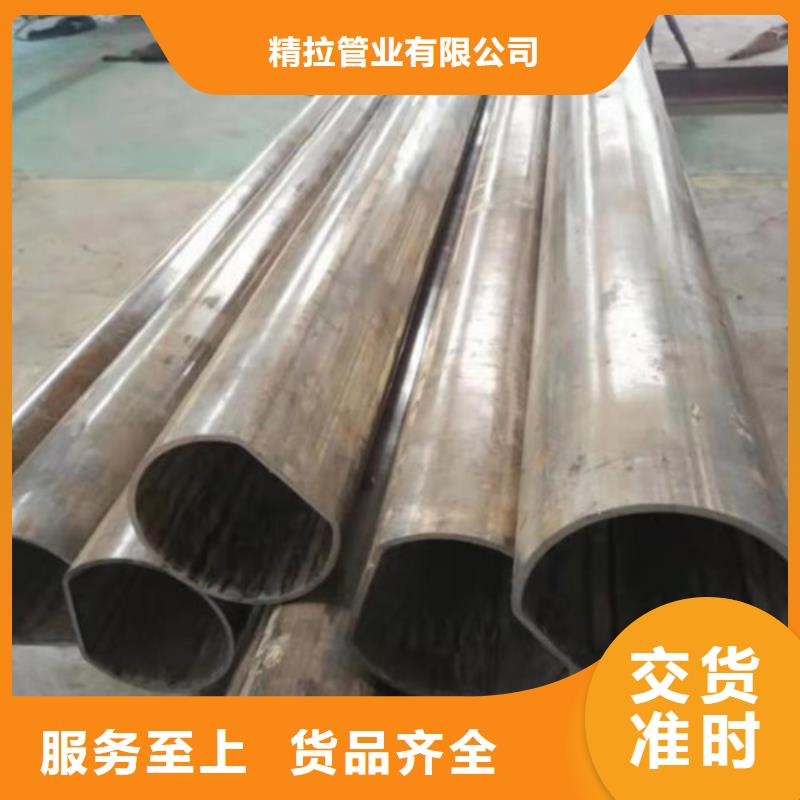
精拉管业(百色市分公司)是集【精密光亮管】的设计研发、生产制造、销售为一体的专业厂家。公司将一直秉承,勇于创新”的企业态度,不断【精密光亮管】产品和服务的质量与价值,继续为客户提供优质【精密光亮管】和完善的服务,我公司以其科学的管理,我们将永远坚持用我们的诚心换取您的放心这一原则,回报社会,服务于社会。我们真诚的欢迎各地更多的朋友来参观指导,让我们手拉手,心连心共同发展!





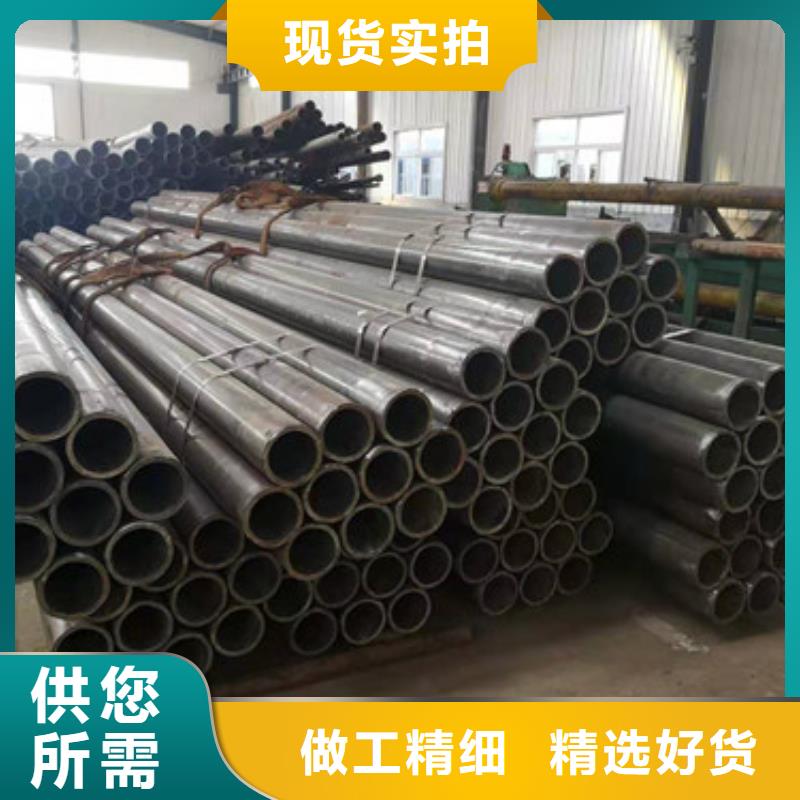
一般情况下,建筑行业所需的管道用钢主要集中在三个领域:其一是我们常用的水、煤气(天然气)、消防用管等镀锌焊管;其二是建筑在建设过程中用的脚手架,这也是建筑行业一个重要钢管需求领域,其三则是建筑的排水管和供热管道。这三个领域是建筑行业中钢管的主要需求方向。
和油气管道运输中多用无缝钢管不同,建筑行业中所需的钢管多以焊管为主。之所以青睐焊管是因为这类钢管接头可以用直接焊接方式,操作方便,且埋入地基之后不会变形也不漏水,可靠。因此,焊管成了建筑行业钢管用钢的 。可是,和无缝钢管相比,焊管在耐腐蚀性等方面存在一定不足,因此,我们经常会看到住宅因为输水管道、输气管道老化而不断返修。但是,随着钢管行业新国标的贯标执行,这种情况可以得到大大改观。
以镀锌焊管这种建筑业常用的钢管为例,以前在上锌量没有固定的要求的时候,部分企业只是在表面镀一层锌,这类钢管在建筑采购使用之后用不到几年就会出现表层脱落的情况,进而整个钢管出现生锈的情况,严重损害了钢管的使用寿命。





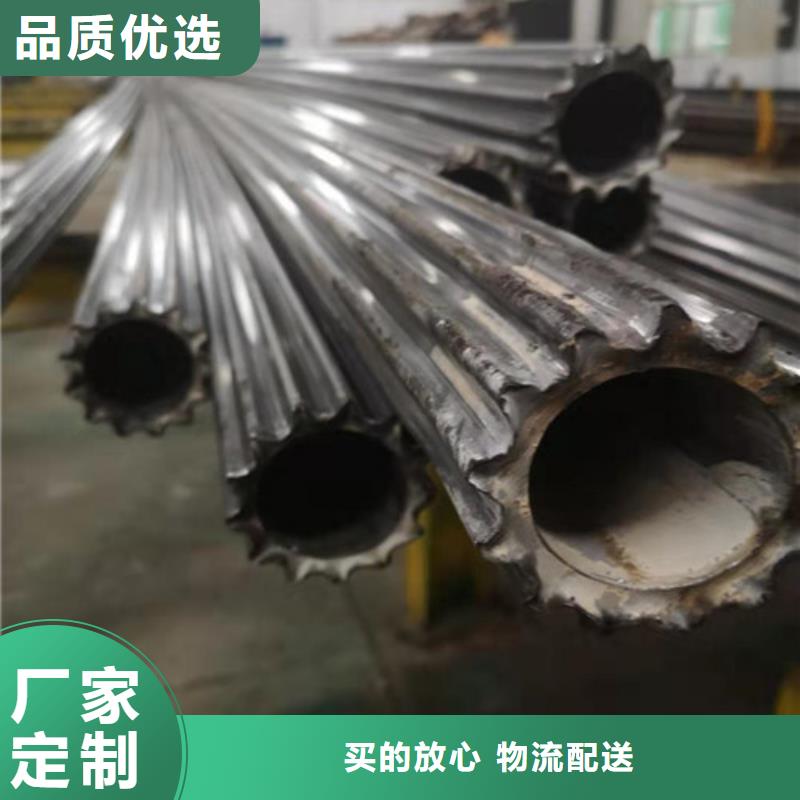
冷轧基本的工艺流程是:热轧毛管—>毛管检查、修磨—>毛管酸洗—>毛管酸洗后复检—>冷轧—>精拉道次前矫直—>酸洗、润滑—>精拉—>成品前处理—>入库。
生产需要注意控制:毛管壁厚要均匀、内外表面缺陷少;要配置外表面抛光及内孔缺陷清理设备。 与普通冷轧钢管相比,冷轧精密无缝钢管生产增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。一般冷轧精密无缝钢管生产所使用的工具的表面光洁度要求在Ra0.4以上,尺寸精度达到H3以上,硬度要求在HRC70以上。同时要求拉轧过程中不能出现顶头或模具粘钢现象。
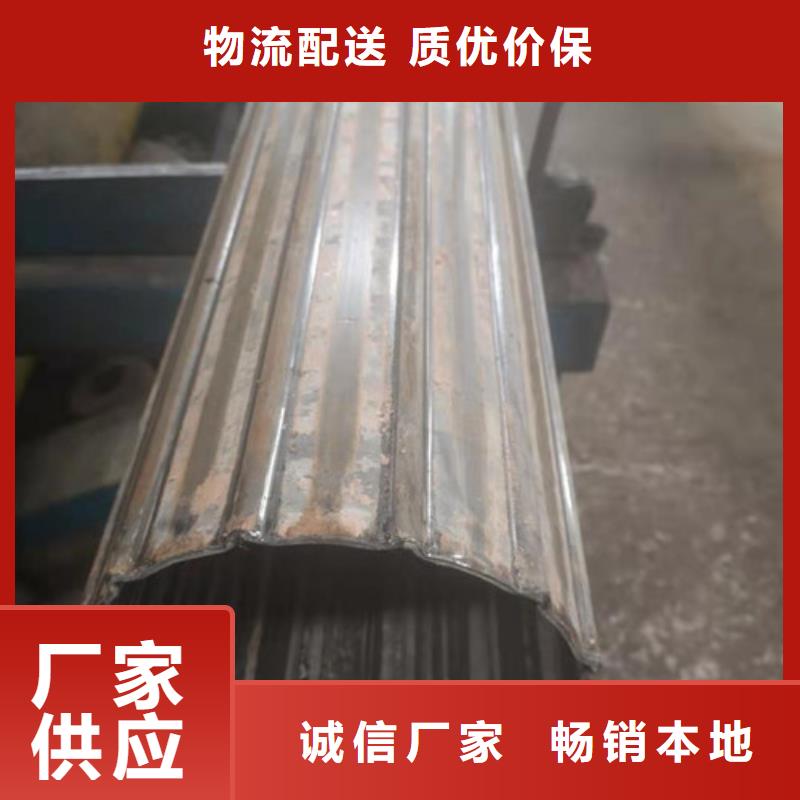
退火在所有的冷轧管生产中是非常重要的工序,退火质量的好坏既影响钢管的性能也影响氧化铁皮的。冷轧冷拔管需要配置无氧化光亮退火炉设备。精密无缝钢管在硫酸酸洗过程中容易形成以Fe2O3、Fe3O4为主的“黑渣”,在后续生产中形成表面黑斑。Fe2O3、Fe3O4易溶于盐酸,为防止黑斑形成则在酸池中加入5-10g/l的NaCl 应选用树脂作润滑剂,这种润滑与磷化加润滑(皂化)相比有明显的区别,轧制出来的钢管呈现铁基体的本色,既有高的光洁度又有冷轧管般的漂亮外观色泽。生产冷轧精密无缝钢管的工业控制包括模具设计、退火、酸洗、润滑等条件控制,同时应在毛管质量检测、整修方面做好工作。

技术支持:s797.com