


 扫一扫
扫一扫

鑫森通达无缝钢管(丹东市分公司)是经辽宁丹东工商局批准成立的专业从事 方管生产和销售的大型厂家。面对 方管市场日益激烈的竞争,公司员工将一起创造、接受挑战,在诚信、敬业、奉献的精神指导下,将公司推上一个更高的层次!


冷拔无缝钢管与一般普通无缝钢管的区别
一:、一般普通无缝钢管主要特点是无焊接缝,可承受较大的压
力。产品可以是很粗糙的铸态或冷拨件。
1.经过热轧之后,无缝钢管内部的非金属夹杂物(主要是硫化物和
氧化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。分层
使无缝钢管沿厚度方向受拉的性能大大恶化,并且有可能在焊缝收
缩时出现层间撕裂。焊缝收缩诱发的局部应变时常达到屈服点应变
的数倍,比荷载引起的应变大得多;
2.不均匀冷却造成的残余应力。残余应力是在没有外力作用下内部
自相平衡的应力,各种截面的热轧无缝钢管都有这类残余应力,一
般无缝钢管截面尺寸越大,残余应力也越大。残余应力虽然是自相
平衡的,但对无缝钢管在外力作用下的性能还是有一定影响。如对
变形、稳定性、抗疲劳等方面都可能产生不利的作用。
3.热轧的无缝钢管产品,对于厚度和边宽这方面不好控制。我们熟
知热胀冷缩,由于开始的时候热轧出来即使是长度、厚度都达标,
冷却后还是会出现一定的负差,这种负差边宽越宽,厚度越厚
表现的越明显。所以对于大号的无缝钢管,对于无缝钢管的边宽、
厚度、长度,角度,以及边线都没法要求太。
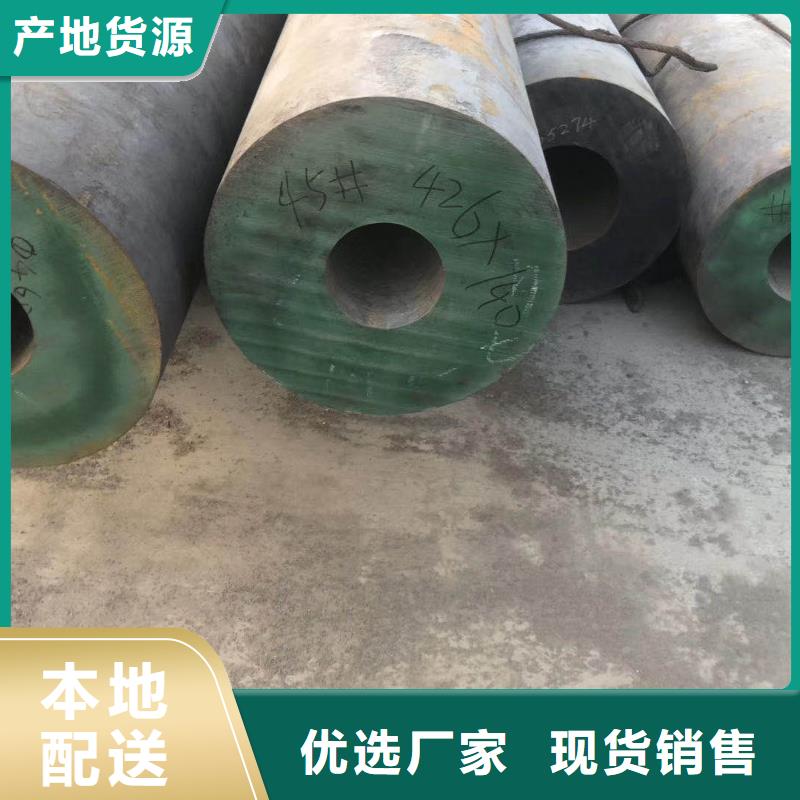
二:、冷拔无缝钢管是近几年出现的产品,主要是内孔、外壁尺寸
有严格的公差及粗糙度。
冷拔(无缝钢管的特点:
1.外径更小。
2.精度高可做小批量生
3.冷拔(轧)成品精度高,表面质量好。
4.冷拔无缝钢管横面积更复杂。
5.冷拔无缝钢管性能更优越,金属比较至密





技术支持:s797.com