想要探索钢材做工精细的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:桂林全州钢材做工精细的图文介绍
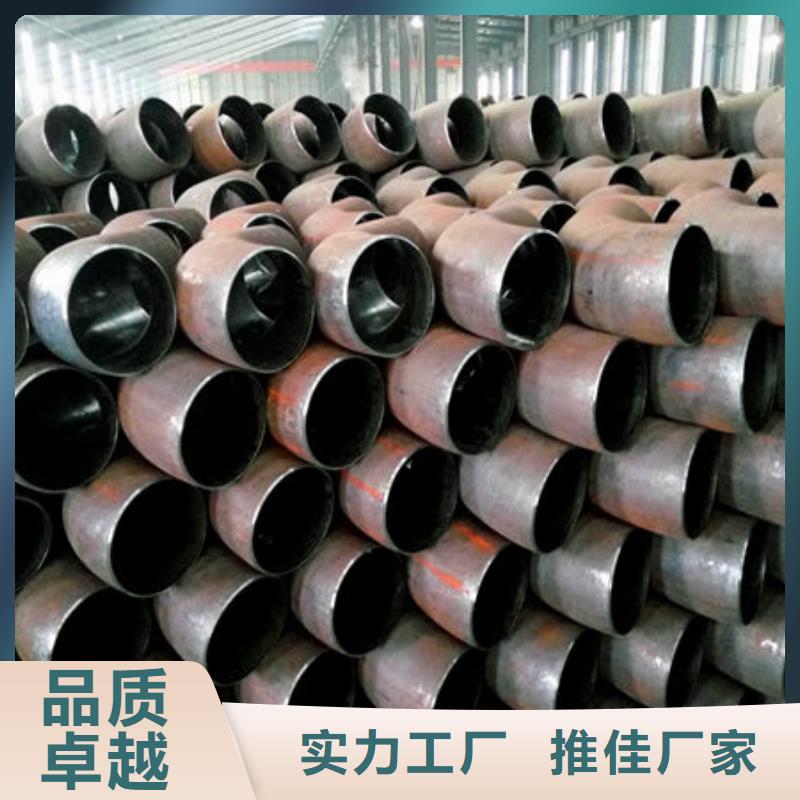
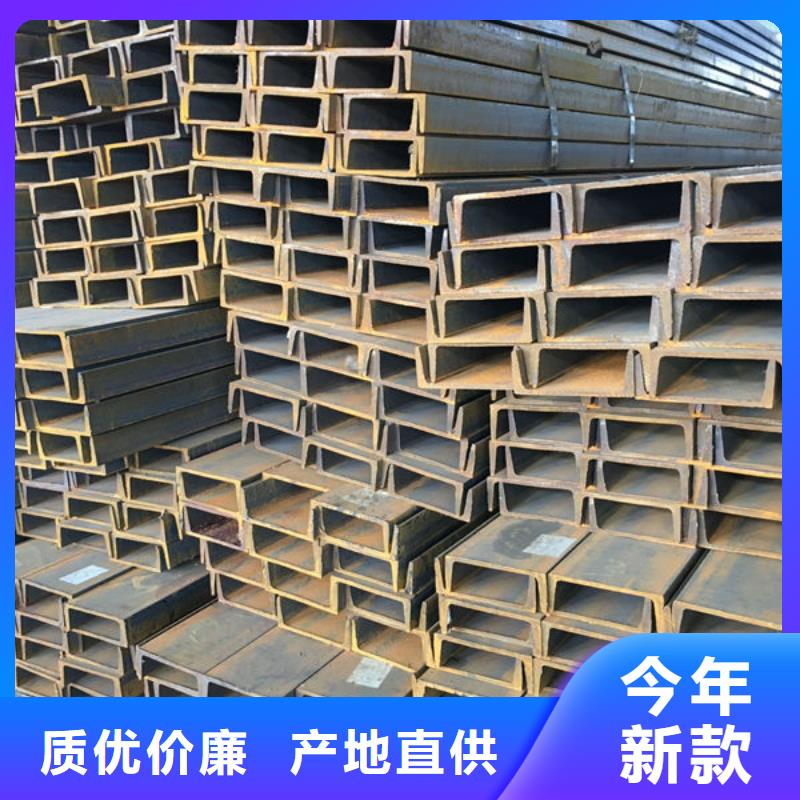
多年来完成了多个 槽钢订单。敢于承接急项目硬项目,从而实现了客户满意,并带动企业发展的目标。良好的 槽钢产品及满意的服务为公司赢得了更多客户的信任, 槽钢产品销售各地并不断承揽大型工程,是一家值得信赖的厂家。 润吉公司与客户,携手共同开拓进取,不断创新为环保事业做出大的贡献。让我们与客户共同发展、进步。


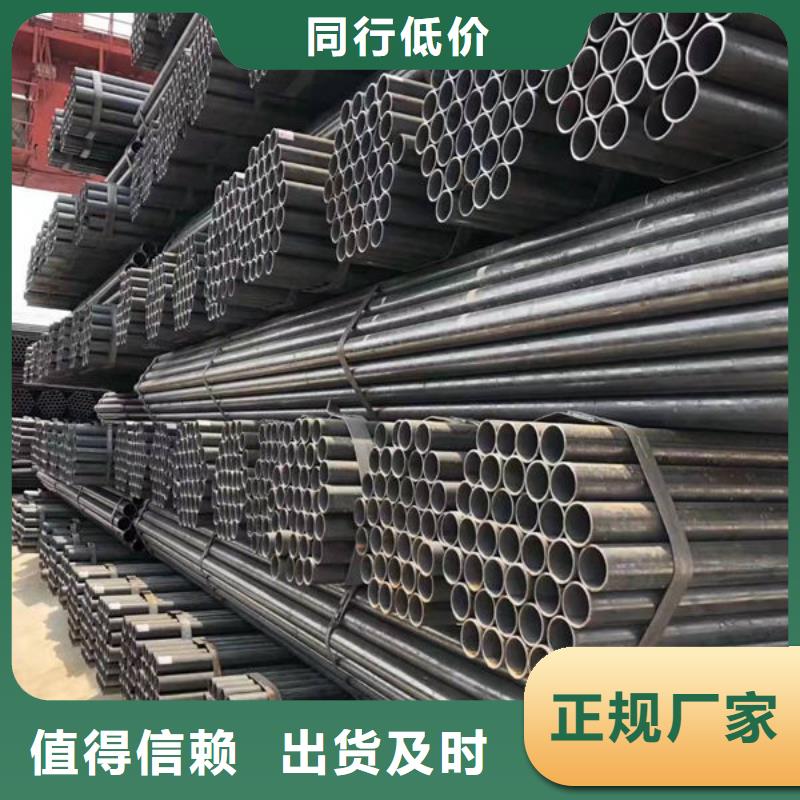
桂林全州普通碳素钢优先选用150×145mm见方,长度在12m左 右的高速线材坯体,采用步进式混合加热炉基本能够满 足线材轧制的温度需求。该加热炉在进行加热过程中可 以实现智能化温度控制和人工操作调整。由于桂林全州普通碳素钢 的轧制温度范围不一,对温度较为敏感,因此会加大轧制 的困难。所以在进行桂林全州普通碳素钢线材轧制的过程中对于温 度工艺的优化是为重要的。桂林全州普通碳素钢的钢材坯料需要经过熔炼、浇筑、开坯等过程的准备工作,加工为150×145mm见方,长度在12m左右的 方坯,为下一步的工艺流程做准备。



桂林全州线材轧制新工艺粗轧机组、中轧机组均为短应力线轧机,呈平立交替布置,每架轧机采用直流电机经组合齿轮箱单独传动,立式轧机为上传动。这种轧机刚度大、轧制产品精度高、设备重量轻、换辊(换机架)时间短,已成为目前世界上中小型轧机使用较多的一种主导机型。为改善轧件头尾温差大,对于奥氏体、高合金工具钢等难变形钢类钢材,轧件头尾温差直接影响轧制过程中的变形,同时要实现尺寸精度高,金相组织均匀的要求,为此该轧线的中轧机组前设置电感应加热炉控制温度(可补偿100℃一200℃),充分减少钢坯的头尾温差。脱头轧制也就是粗轧机组与中轧机组间不发生连轧关系,采用脱头轧制技术的典型特殊钢棒线材(高速工具钢、奥氏体、马氏体不锈钢、易切削钢)。



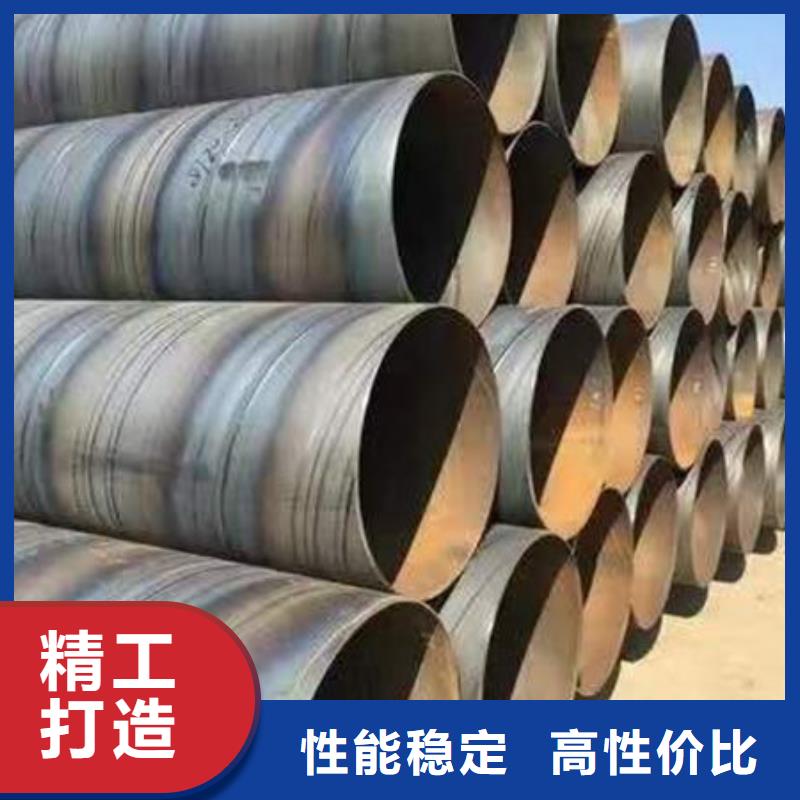
桂林全州螺旋钢管是以带钢卷板为原料制成的螺旋缝钢管,经常在高温下挤压成型,采用自动双线双面埋弧焊工艺焊接而成。桂林全州螺旋钢管将带钢送入焊管机组,带钢由多个轧辊轧制并逐渐卷起形成带开口间隙的圆管坯,调整挤压轧辊的压下量进行焊接。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。 2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝钢材表面质量。 将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。桂林全州螺旋钢管钢材若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。


根据各桂林全州钢材种预处理目标硫要求及实际镁粉喷吹效果,开发各类钢种高精度的镁粉喷吹模型,岗位人员点击一级画面“开始喷吹”按钮,系统自动完成预处理整个喷吹过程。通过桂林全州钢材预处理自动喷吹系统实现了过程自动化控制,提高了控制精度,为炼钢工序提供了优质的铁水。相继开发出转炉(氧副枪)智能吹炼控制系统、造渣模型辅原料智能投加系统、增碳脱氧合金化方案筛选自动振料系统等多达十六套智能产品,并且兼具过程防错预警、操作评价、数据记录查询、大数据分析、成本监控等特有功能,独具基于炉气分析、音频联动的氧枪枪位控制,融入语音提示、远程控制等先进科技元素,在业内处领先水平。






 扫一扫
扫一扫