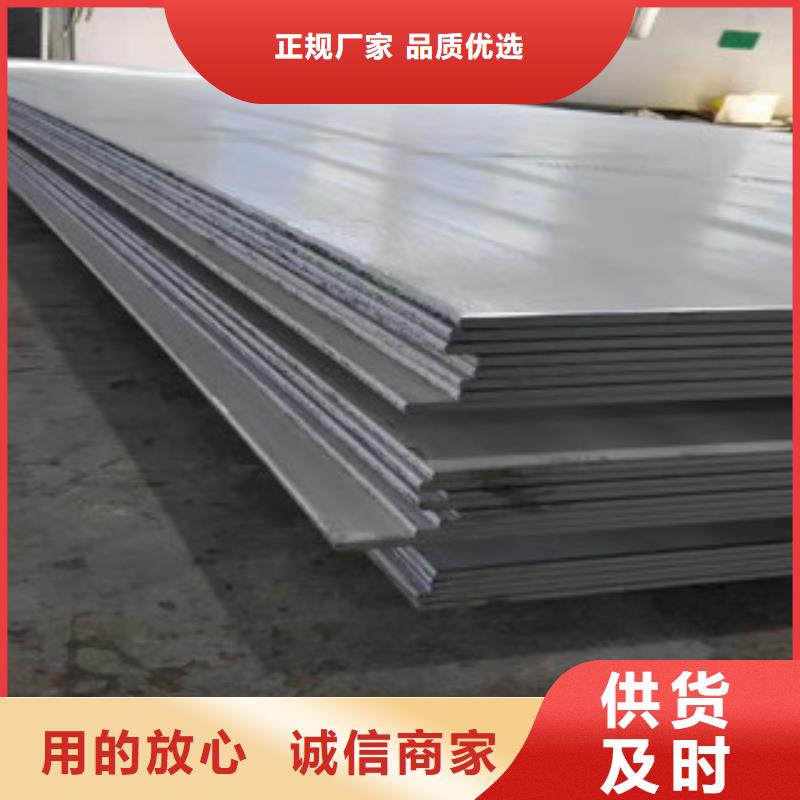
我们的12.0mm厚不锈钢板供货及时视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:天津12.0mm厚不锈钢板供货及时的图文介绍


316与304在化学成分上的主要区别就是316含Mo,而且一般公认,316的耐腐蚀性更好些,比304在高温环境下更耐腐蚀。所以在高温环境下,工程师一般都会选用316材料的零部件。但所谓事无,在浓环境下,再高温度也千万别用316,我们知道为了防止在高温情况下螺纹咬死,需要涂抹的一种黑乎乎的固体润滑剂。 304由于不锈钢本身屈服点高,硬度高,冷作硬化效应显著,304不锈钢板进行折弯时其特点如下:因导热性比普通低碳钢差,延伸率低,导致所需变形力大;不锈钢板料在折弯时与碳钢相比有强烈的回弹倾向;不锈钢板相对于碳钢由于延伸率。 根据实际情况,一道弯工件的展开尺寸为直角边相加减去两个板厚,可以满足设计精度要求,根据经验公式计算展开量可简化计算过程大大生产效率;材质的屈服强度越大,弹性回复量就越大,为折弯件90度的角度,所需压刀的角度就要设计的越小。 根据以上特性,一般来说:单位尺寸下,板材越厚,所需折弯力越大,而且随着板厚增大在选择折弯设备时折弯力的裕量应该更大;单位尺寸下,抗拉强度越大,延伸率越小,所需折弯力越大,折弯角应该越大。相对于碳钢相同板厚的304不锈钢板折弯角较大,这一点应注意否则会出现压弯裂纹,影响工件强度。 无时非在该拉淡件由凸模外退没时立刻产生,有时非在拉深变形先蒙碰打或者振静时发熟;也有时在拉深变形先经由一段时光的寄存或者在应用进程中才发作。以上为大家讲解的对304不锈钢板进行折弯加工的特点,总的来说因为不必表面处理,所以简便、简单清洁,光洁度高焊接性能好,想要了解更多相关信息可以我们。 有时候为了特殊用途或者别出心裁,我们会把不锈钢板安装到墙面上进行装饰,作为背景或者装饰,不锈钢安装与其他装饰材料不同,需要进行一些特殊处理。那么如何将板不锈钢板贴墙面呢。下面就带大家一起来看看吧。把不锈钢板安装到墙面上,根据工艺要求和安装目的以及施工成本要求,有多种方式可以选择。



福伟达管业(天津市分公司)长期经营(天津) 本地 304不锈钢管。公司同时销售(天津) 本地 304不锈钢管。 公司有稳定的下游客户约200余家,销售网络辐射到河北、河南、山东、辽宁、吉林、黑龙江、山西、陕西、江浙、南京、上海等地区。公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!


整体而言,市场报价混乱,尚且处于无序状态,预计今日钢价走势仍会盘整震荡,上下空间有限。在钢价大幅下行的同时,限价也成为钢厂的一种措施,钢厂单方面限价,对于维稳市场而言难有实质性影响,钢价的持续下跌主要原因是供需失衡所导致,部分 贸易商认为限价短期可提振市场信心,毕竟目前钢材的价格已经跌至低谷,然长此以往,只会是上演一次次 狼来了的故事,钢厂通过主动限价等政策来维护区域市场价格,然产能持续堆积直接转化为库存的情形下,市场并不买账终均以失败而告终。 据分析,在建筑钢市场上,价格跌幅在加大。上海、杭州、南京等地吨价一周下跌20元至140元;只有武汉、重庆等少数地区价格略有上涨。在有些 地区,虽然钢厂出台限价措施,但效果十分有限,不锈钢板厂家为出货,低价资源不断涌现。即使在期货大涨的带动下,市场心态有所缓解,成交也有所放量,但商家的操作 总体谨慎,并未出现明显拉涨,还是以出货为主。但对于后期 低迷行情,钢厂联合限价或将成为常态,我们需要留意区域钢厂联合限价政策出台。虽然近期稳增长政策密集推出,但供给端和需求端表现都与预期背离,社会库存与钢厂库存双升,需求极度低迷,不锈钢板厂家市场心态悲观。目前钢材价格已接近或打破钢厂成本线,预计后期检修减产将逐步增多,供需矛盾有望缓解,但受高温多雨气候对施工的影响,下游需求难有起色,预计1月份价格仍将继续探底。虽然随着期货市场的大起大落,国内现货钢市也在沉沉浮浮,但总体依然在大幅下行。



为了提高生产率和磨削效率,同时又要获得较好的磨削表面质量,我们的方法是一开始采用较低的砂轮线速度和较大的径向进给量, 几次进给量减小而砂轮线速度提高,并进行光磨,这样可提高磨削表面质量,为了进一步提高磨削表面质量,不锈钢板厂家还可采用喷雾冷却和高压冷却,选择适宜的切削液,同时根据加工对象合理选择砂轮和精细地修整砂轮。 磨削参数的选择原则是:磨削参数是在保证磨削温度较低,磨削表面粗糙度较高的条件下,尽量选取较低的砂轮线速度,较大的径向进给量,轴向进给量和工件不锈钢板价格速,则越容易产生磨削裂纹及磨削烧伤,要控制和避免磨削裂纹及磨削烧伤,必须采取两方面的措施:一是减少磨削热的产生,二是加速磨削热的传出。 减少磨削热的办法是:适当降低金刚石砂轮的线速度,减小径向进给量(粗磨/精磨/抛光分工序304不锈钢板进行),选取较软的金刚石砂轮,减少工件和砂轮的接触面积,根据磨削要求合理选择砂轮的粒度,经常保持砂轮在锋利的条件下磨削以及选择适宜的磨削冷却液以减小磨粒与工件间摩擦等,加速磨削热传出的措施是除了适当提。 不锈钢板如果在加热时工201不锈钢板件表面附着油,油附着部位的氧化皮厚度,和其他部分的氧化皮厚度和组成就不同,而且会产生渗碳,氧化皮下基体金属被渗碳的部分,将严重地受到酸的侵蚀。 重油烧嘴起初燃烧时,所喷出的油滴,若附着在工件上,影响也很大,操作大员的指纹附着316L不锈钢板在工件上时,也会有影响,所以,澡作大员不要用手直接触摸不锈钢件,不要使工件沾上新的油污。 一定要戴清洁的手套操作,工件表面如有冷加工时,附着的润滑油等,一定要在三氯乙烯脱脂剂,苛性钠溶液中充分脱脂后,再用温水清洗,然后再进行热处理。






 扫一扫
扫一扫