以下是我们上传的涂塑钢管钢套钢蒸汽保温管好品质经得住考验实拍视频,您可以点击观看。
以下是:甘肃武威涂塑钢管钢套钢蒸汽保温管好品质经得住考验的图文介绍


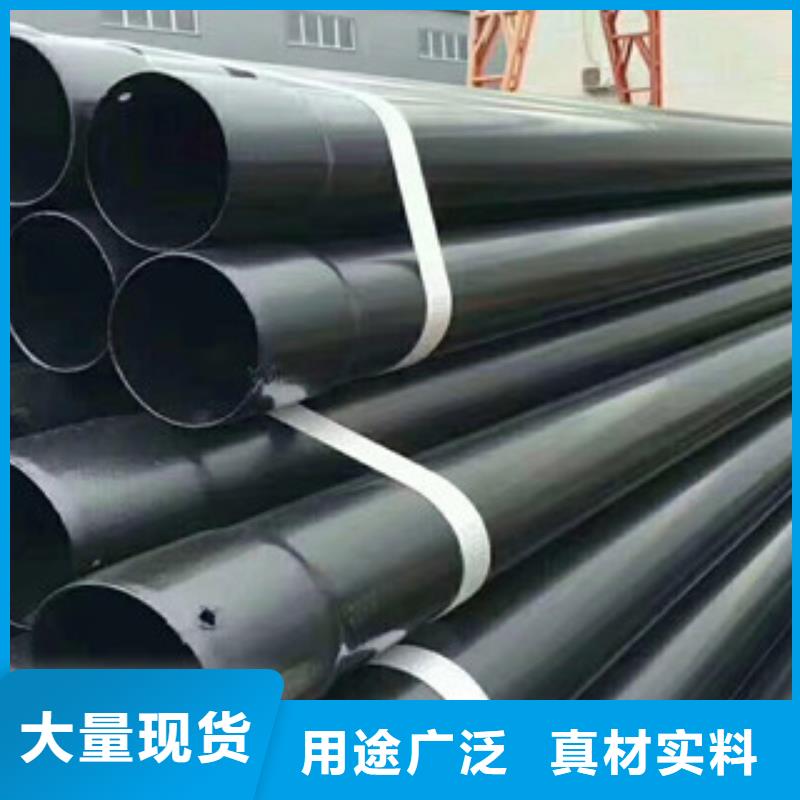
我公司主要生产:螺旋钢管、螺旋焊管、双面埋弧焊螺旋钢管,螺旋缝埋弧焊螺旋钢管大口径螺旋钢管、厚壁螺旋钢管、双面埋弧焊螺旋钢管、防腐钢管、保温钢管、螺旋管、螺旋焊管等产品。我公司是 生产螺旋钢管加强筋焊接工艺,双盘法兰螺旋钢管,法兰焊接螺旋钢管,防腐螺旋焊接钢管大型企业之一,地埋螺旋钢管厂家经过多年发展,在沧州地区形成了较大的规模,螺旋焊接钢管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。其规格用外径壁厚表示,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。螺旋焊接钢管生产厂家焊接工艺:从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。



大口径螺旋钢管制造步骤总结(1)原材料即带钢卷,焊丝,焊剂。在投入前都要通过严厉的理化查验。(2)大口径螺旋钢管带钢头尾对接,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。(3)成型前,带钢通过矫平、剪边、刨边,表面整理运送和予弯边处理。
(4)选用电接点压力表操控运送机两边压下油缸的压力,确保了带钢的平稳运送。(5)选用外控或内控辊式成型。(6)选用焊缝空隙操控设备来确保焊缝空隙满足焊接要求,管径,错边量和焊缝空隙都得到严厉的操控。
(7)内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,然后取得安稳的焊接质量。(8)焊完的焊缝均通过在线接连超声波主动伤仪查看,确保了的螺旋焊缝的无损检测覆盖率。若有缺点。


管材,为切削做好准备。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。切换:将加热板拿开,热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。安装前检验管槽是否达到安装要求。



兴昊管道(武威市分公司)现有初中高级专业技术人员123人,经济实力雄厚,技术力量强大,主要生产 环氧煤沥青防腐钢管, 环氧煤沥青防腐钢管产品畅销全国二十多个省、市、自治区,并出口东南亚。企业已通过ISO9001质量管理体系认证。本厂以诚信为本,以良好的 环氧煤沥青防腐钢管产品质量和完善的售后服务,赢得了广大用户的赞誉。






 扫一扫
扫一扫